Tom, Thank you for the response.
But I don't think your main problems were related to the amount of buffering. Although maybe Mach3 has an issue with buffering Jog Keys? What jog mode were you in? Step or Velocity?
I just press the arrow key, no CTRL or other... I guess it is in Velocity.
I guess I found the problem.
I soon as I turning On Spindle VFD, I have jerking when in keyboard "arrows" mowing, however all KFlop direct control is fine and stable.. I suspect, cheap Chinese keyboard what I am using have some issue with HF or some kind of influence.
Nothing strange or radical could be seen on the Windows behavior with or without spindle ON, but jerking is there.
Question to all - Which keyboards have a good shielding and have shielded wire? Any suggestions?
But with regard to estop, I think the best approach is to have it hard wired to a contactor relay that will kill power to all drives.
The estop input to Mach3 should cause it to turn off all the Drive Enable Outputs. Are those wired to your drives? But all this relies on Windows, USB communication, and KFlop to be responsive.
Since I using UMax Solution Board, it is hardware wired to "ENABLE" wire of each driver. Working all time from Switch/UMax/KFlop/Mach3 - I see this all time when I tested in all possible scenarios what I can think about... Onece Yesterday and once today I saw how KL11078 SpeperDriver is not taken that... Motors continue to move. It is not clear for me yet, but in physics they said - "One time happen - it is Happen. Twice happen - it is the system". I definitely plan to further investigate this event...
Driver it self it is processor driven unit and perhaps some thing it has been done inside wrong... But I will hold that decision, until I finish all my combination research on the events.
Generally speaking, perhaps the best is to kill power to drivers like you advise... I will investigate this further down, how it will effect all my desired configuration.
Limit Switches should be wired to KFlop and configured in the axis configuration to "Kill Motor Drive". This will disable the axis which will stop generating pulses. This should be instantaneous regardless of the state of Windows, Mach3, USB, or any buffering.
Yes, indeed all wired to UMax and further down to KFlop directly. I did intensive bench test and all working like a charm. But I did not use "Kill Motor Drive", which I will do from now. It is smart advise. "Disallow to Limit move" is not good option I guess, it need to be KILLED...
Regarding jerky jogging. There might be an issue where if the Jerk setting is so low that it is impossible to reach full acceleration without exceeding max velocity that the motion blending has problems. Try increasing the Jerk to see if it works better.
Good suggestion, and see how Mach3 is design. But first I think, I will try to replace keyboard and its cable to shielded version. Perhaps grounding... Any advise ?
I been able, after a reinstalling a X_Limit switch make a test run, milling a real AL part, and its picture in attachment. Also picture of my electronic setup. Hurray!
Speaking about stability - I am done a lot of testing with different On/Off surround devices, functionality test, load test, extreeme tests, stress tests... I am very happy and extremely satisfy with KFlop overall design and performance. It is demonstrated again and again as a stable and high performance engine.
Programming capabilities and configuration options in multiple thread environment make it fast performing engine irreplaceable in similar applications.
Thank you Tom for hard work to make this running!
Thanks,
Happy Milling!
Vlad
| Group: DynoMotion |
Message: 964 |
From: Vlad O |
Date: 3/12/2011 |
| Subject: Re: X Axis Fly ... |
Allen, It is exactly true with Mach3. Basically pressing or activated RESET button do not kill the drives, even a Pin configuration is correct. I guess, it some glitches or even was neglected ... I am using Mach3 just to finish my testing.... But for working project I plan to use KMotion software, since it more clear for me its functionality.
However, I herd ArtSoft (Mach3) working on newer, total new version. Anybody know when and what need be expected? Thanks, Happy Milling, Vlad On Sat, Mar 12, 2011 at 12:55 PM, Allen <agray@...> wrote:
I have noticed that even though Mach is in "reset mode" (reset flashing) it is still possible to jog with the arrow keys when using the kflop. I have been meaning to try a work around that I think will work. My idea is to use a brain in mach3 to sense when the reset led is flashing and inhibit all the axis then enable the axis when the reset has been cleared (green). Not sure if it would work but the theory is sound :)
Allen
> But I don't think your main problems were related to the amount of buffering.Â
> Although maybe Mach3 has an issue with buffering Jog Keys? What jog mode were
> you in? Step or Velocity?
>
> But with regard to estop, I think the best approach is to have it hard wired to
> a contactor relay that will kill power to all drives.Â
>
>
> The estop input to Mach3 should cause it to turn off all the Drive Enable
> Outputs. Are those wired to your drives? But all this relies on Windows, USB
> communication, and KFlop to be responsive.
>
> Limit Switches should be wired to KFlop and configured in the axis configuration
> to "Kill Motor Drive". This will disable the axis which will stop generating
> pulses. This should be instantaneous regardless of the state of Windows,
> Mach3, USB, or any buffering.Â
>
> Regarding jerky jogging. There might be an issue where if the Jerk setting is
> so low that it is impossible to reach full acceleration without exceeding max
> velocity that the motion blending has problems. Try increasing the Jerk to see
> if it works better.
>
> Regards
> TK
>
>
>
>
> ________________________________
> From: cell.vlad <cell.vlad@...>
> Â
> Tom,
>
> Thank you for interesting responses on buffer issue.
> I guess, I step in the same hole.
>
> Just did some machine position adjustment, using JogKeybord arrow for X axis
> (Ch0), with Mach3. All was just fine when I pressed intermediately, but for some
> reason I decide to hold little bit longer and Ch0 (X) continue to move in
> positive direction infinite...
>
> I press EMERGENCY button, via Bit1, and since Mach3 was configuration and tested
> with this, red RESET button on the screen flushing, a.e. was "Emergency Stop
> Mode" activated in Mach3 and I assume Mach stop to send pulses....
> But I saw clearly KFlop did not stop to send pulses, since driver continue to
> move Ch0....
> So, Limit switch fixture was gone, like a butter spread on the bread my
> inductive switch was spread and ball screw was ready to fly out .... I turned
> power from the PC and KFlop, and this stop motion.
>
> I am using KL11078 step driver, and it is another things I will do tomorrow
> morning - check why "ENABLE" signal do not stop them. I tested many times, it is
> normally stop all axis without problems.
>
> Reading another posts, I think there could not be too much safety precautions
> with this beasts... I will think about some additional circuits to prevent such
> "buffer issues"
>
>
> How I can reduce the size of the buffer to make all reasonable working?
> Matter the fact, by G-code over Mach3 and from KFlop console, moving pretty
> smooth. But Jog by keyboard has some kind Jog-andShortStop-Jog-andShortStop..
> for every about 0.1sec for about 5sec Jog...
>
> This is connected issue?
>
> My configuration as following:
> Mach3/WinXP/USB/KFlop/UmaxSolutionBoard/KL11078/Stepper - 3axis Lagun Mill.
> Power to KFlop from 12v/2A, 5v/2A separate power source jointly with PC AC main
> switch.
> Drivers and VFD spindle powered via separate main disconnect (was ON all time).
>
> Thanks,
> Vlad
>
|
|
| Group: DynoMotion |
Message: 967 |
From: Vlad O |
Date: 3/12/2011 |
| Subject: Re: X Axis Fly ... |
Tom,
Thinking more on the results of the EStop and EmergencyButton activation, I start to think as following:
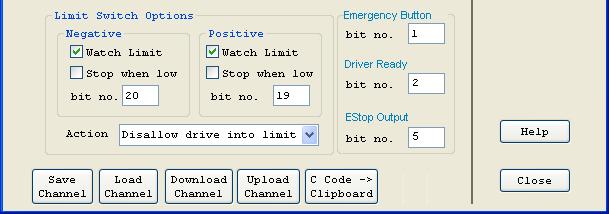
(1) Why not to implement assignable EmergencyButton in KFlop Chanel, so it will directly connected to the engine, instead to go to Mach or upper level and come back. For instance on the "Config&Flash" window would be a tree bits to possible to configure: (a) EmergensyBotton; (b) Driver Ready; (c) EStop Output. See the attached picture.
At same time you can implement additional variable: EmergencyOptions which will be read by the driver for Mach and communicate the Emergency conditions directly. At same time each Channel (Ch0..7) will be accept that value directly and act accordingly:
Emergency Button - If active, all Channel (Ch0..7) are STOP and Mach is notified accordingly
Driver Ready - if active, all Channel (Ch0..7) are STOP and Mach is notified accordingly
EStop Output - if Mach activated RESET, this bit will be set "high", so all relays deactivated and "No Enable" to Drivers.
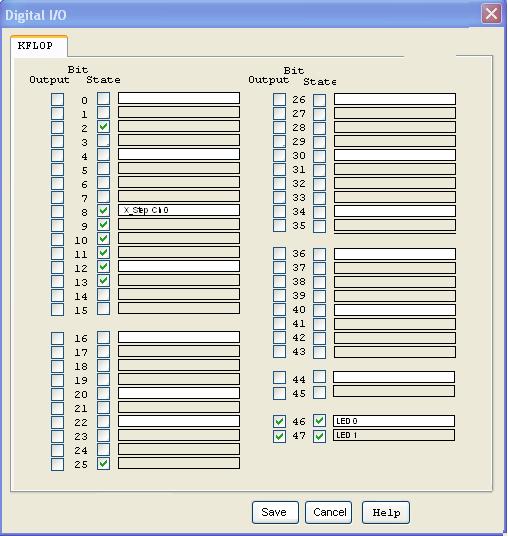
(2) At same time I thinking you need to add a description to each bit used in system on the "Digital I/O" screen. A lot of confusion would be avoided if it will be clear recorded a logical name for each assigned bit. With complex systems, like a Mill or Turn machine, it is need to be clear and precise to all what is involved, include labels on the screen and on the wires. Human mind is not constructed to remember greater details too long. A program without comments become a worthless in less then 1 month if an amateur is not using it daily - we are amateurs and we love to have our mill run. This labels for each Bit could be a same what you have for default, and as soon as it changed will be saved to a local file in the version folder. Se attached picture.
Please comment. Please help to make life easy and Milling stable. Thank you! Vlad |
|
|
@@attachment@@
|
| |
{kind=link}
{kind=link}
{kind=link}
{kind=link}